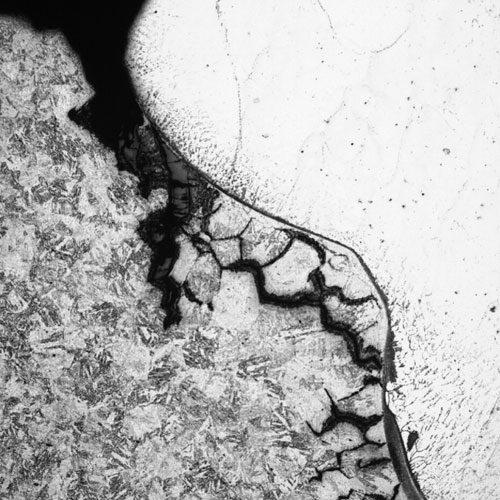
Oxide notch and creep damage at OD surface at ferritic side fusion zone.
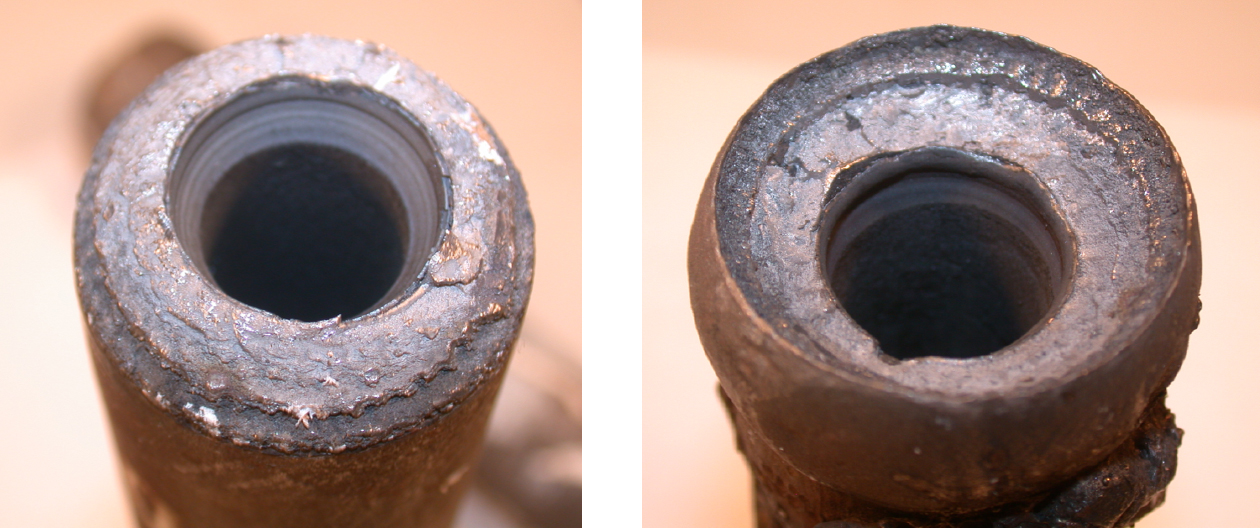
Classic DMW fracture surfaces
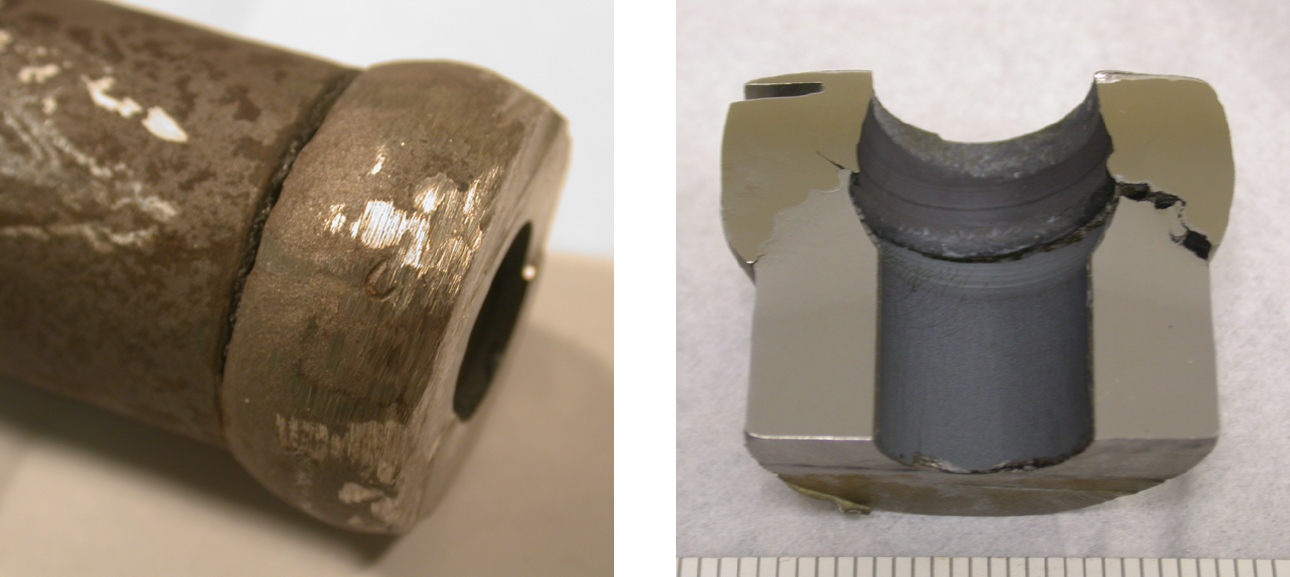
Crack at ferritic side DMW fusion line. Cross section through crack

Fractured DMW
Dissimilar Metal Weld
Introduction
Failure of Dissimilar Metal Welds (DMW) in Steam-Cooled Boiler Tubes
Large utility-type steam generators inevitably contain a large number of pressure part welds that join components fabricated from different alloys.
Description
Background
The welds made between austenitic stainless steel tubing and the lower-alloyed ferritic grades of tubing deserve special mention because of the early failures that developed in some of these dissimilar metal welds (DMWs) soon after their introduction in superheater and reheater assemblies. Prior to the mid-1970’s, many DMWs were fabricated either as standard fusion welds using an austenitic stainless filler metal, such as TP309, or as induction pressure welds, in which the tubes were welded directly to each other without the addition of filler metal. Some of these welds began to fail after less than 40,000 hours of operation, with the earliest failures being associated with DMWs that operated “hot” in units that cycled heavily and that were subjected to bending stresses during operation.
After the mid-1970s, and in response to extensive research carried out by EPRI and other organizations, an increasing number of DMWs in superheater and reheater tubes were fabricated as fusion welds using nickel-based filler metals, such as the INCO A, INCO 82, INCO 182, etc. The technical rationale for the switch to the nickel-based filler metals was the improved compatibility in thermal-physical properties with the lower alloyed materials (typically Grades 11 or 22). It was hoped this would reduce the complex stresses that developed in the lower alloyed material near the dissimilar metal fusion boundary during temperature cycling and that were believed to be an important factor in the early deterioration of the original DMWs.
Other factors that have been shown to influence DMW life are the average temperature of operation and secondary stresses acting on the weld. Subsequent experience has confirmed the relative longevity of the DMWs made with nickel-based filler metals, although that same experience has proven that even these welds will fail at the dissimilar metal interface with the lower alloyed material after prolonged service under certain conditions of stress and temperature. Because of the different metallurgies at the dissimilar metal interface when comparing DMWs made with austenitic stainless filler metal (or the induction pressure type DMWs) and DMWs made with nickel-based filler metal, the evolution of damage in the two types of DMW differs slightly.
Mechanism
Creep and creep-fatigue are the primary damage mechanisms responsible for the failure of DMWs in superheater and reheater tubing, with creep being the dominant component in the damage evolution process. As such, the most important influences on weld life will be the average operating temperature and the magnitude of the stresses acting on the weld. The stresses include primary stresses (i.e., hoop stress and dead weight load), secondary stresses (e.g., bending stresses caused by malfunction of tube supports or by restraint of thermal expansion), and so-called “self stresses” generated along the dissimilar metal interface by the difference in thermal expansion between the austenitic weld metal and ferritic base metal.
Fusion welds made with austenitic stainless filler metal induction pressure welds typically contain damage in the form of creep-induced cavitation and micro-fissuring at grain boundaries in the ferritic material adjacent to the dissimilar metal fusion boundary. Fusion welds made with nickel-based filler metals most often develop damage as cavitation associated with large blocky carbides preferentially aligned along the fusion boundary. The large blocky carbides have been designated “Type I” carbides to distinguish them from the diffuse array of smaller carbides – the Type 2 carbides – that form in DMWs made from both austenitic stainless steel and nickel-based filler metals.
Less commonly, DMWs have failed by a separate damage mechanism involving the initiation and growth of an oxidation-fatigue notch from the toe of the weld on the ferritic side of the joint. These oxide notches, which are fairly common in DMWs and generally have a minimal impact on weld life, can become the life-limiting factor if the tube is relatively thin-walled and if it is subjected to a relatively high bending load.
Typical Locations
Ferritic side of superheater or reheater tube welds that join austenitic stainless material to lower-alloyed ferritic material.
Features
- Circumferential orientation
- Adjacent to DMW in ferritic material
- Thick-walled fracture with evidence of low ductility
Root Causes
An investigation into the root cause of a DMW failure will focus on possible reasons for increases in temperature and/or stress. With regard to stress, the design and functioning of tube supports and the location of the DMWs relative to fixed points, such as headers and roof seals, should be evaluated. Because of the impact of “self stresses”, any increase in cycling of the unit can be a decisive factor in the life of a DMW. Changes in fuels or in the mode of firing can result in general increases in tube metal temperature that will accelerate damage accumulation in DMWs. Local temperature increases can occur due to gas temperature imbalances, laning, partial tube blockage, or simply due to poor initial design where the DMW operates above the oxidation limit for the ferritic material. In rare cases, workmanship-type defects can lead to premature failure of DMWs, but since these are, by definition, difficult to predict, the major benefit of a root cause investigation in such a case is to verify that one of the other causes is not operative and so liable to affect other DMWs.
Corrective Actions
If a DMW failure is confirmed to have been caused by creep or creep-fatigue, then an effort should be made to determine how many other DMWs may have experienced some level of detectable damage as a basis for predicting future serviceability. Inspection techniques range from visual inspection to radiography to enhanced ultrasonics, and can provide varying degrees of usefulness. The difference in damage morphology affects the ability to non-destructively detect sub-surface damage at its early stages, with detection being more difficult in the DMWs made with nickel-based filler metals.
Visual inspection is limited relative to providing information on the condition of a specific weld (other than perhaps noting the presence of an oxide notch at the dissimilar metal interface), but it can be useful in uncovering evidence of problems with the tubing that can contributed to DMW damage, such as broken supports, tube distortion, the presence of repairs, etc.
Radiographic techniques, including digital radiography, can be used to identify damage in DMWs made using an austenitic stainless filler metals; digital radiographic techniques may provide greater resolution of damage.
Linear Phased Array (LPA) and Focused Array ultrasonics have been used as complementary techniques, with the LPA used to detect the presence of moderately advanced damage and the focused UT used to detect and size early stage damage.
Where only limited time is available for inspection, information should be obtained that would identify “high risk” regions of the superheater or reheater. Information on temperature distributions across the assemblies based either on thermocouple data or on oxide thickness measurements from previous inspections should be reviewed, as well as information on potential stress issues, such as broken supports, deformed tubes, etc. Welds that contain advanced damage can be replaced using shop-fabricated PUP pieces, or “Dutchmen”, that require only similar metal welding in the field. Excavating and re-welded the damaged weld in place using nickel-based filler requires the appropriate welding expertise. Partial repairs, in which a part of the original weld – usually 60% or more – is excavated and the excavated portion re-welded using nickel-based filler metals, have proven reliable as short-term fixes, provided welders with the necessary skills in the welding of nickel-based alloys are available.
SI Services
- Mechanism verification through destructive metallurgical analysis
- Assistance with determination of extent of damage through review of relevant operating/temperature data and failure history
- Non-destructive inspection of welds to determine level of damage present
- Assistance with repair/replacement actions




