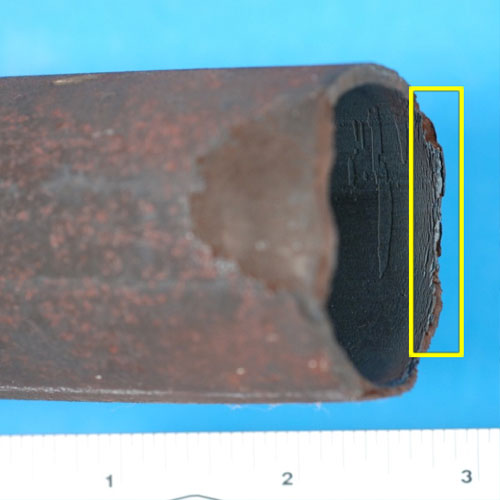
Longitudinal SCC in a stainless steel low temperature superheater tube
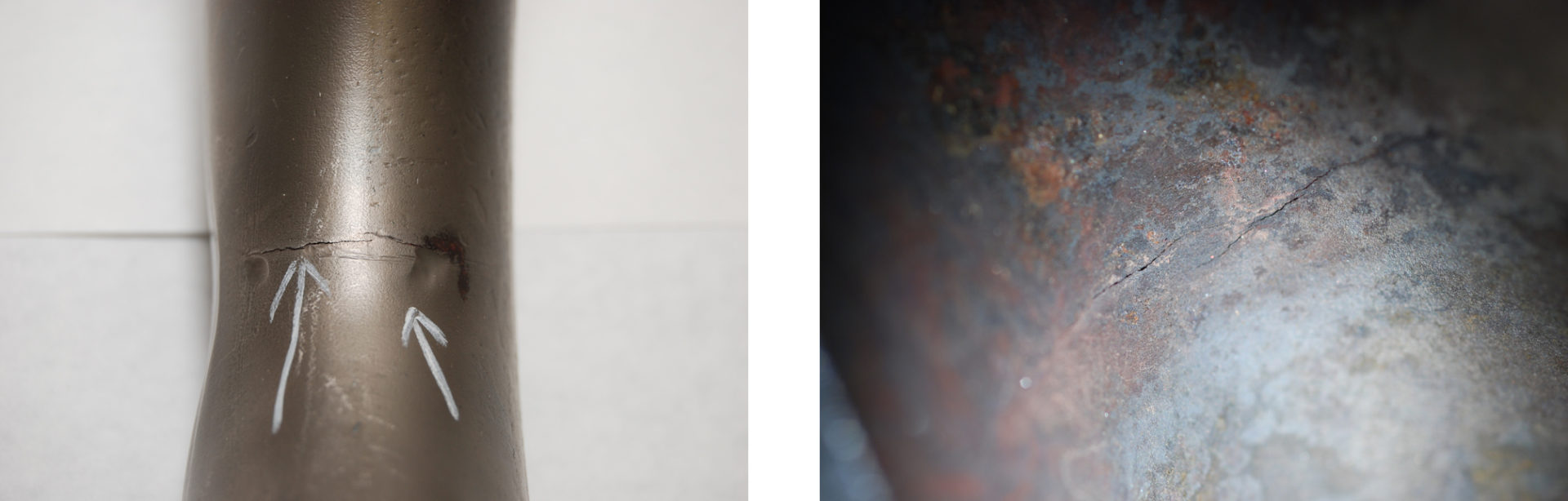
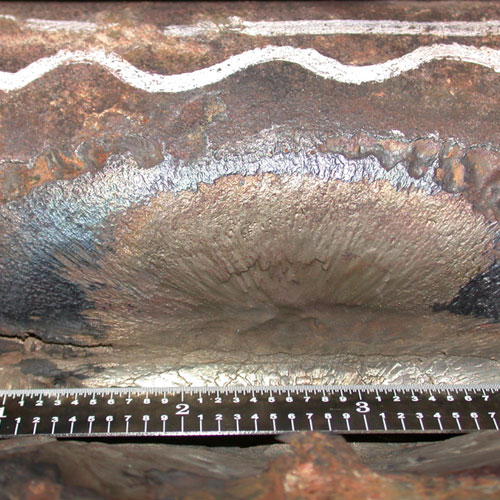
Circumferential SCC in a stainless steel RH tube on the OD (left) and ID (right)
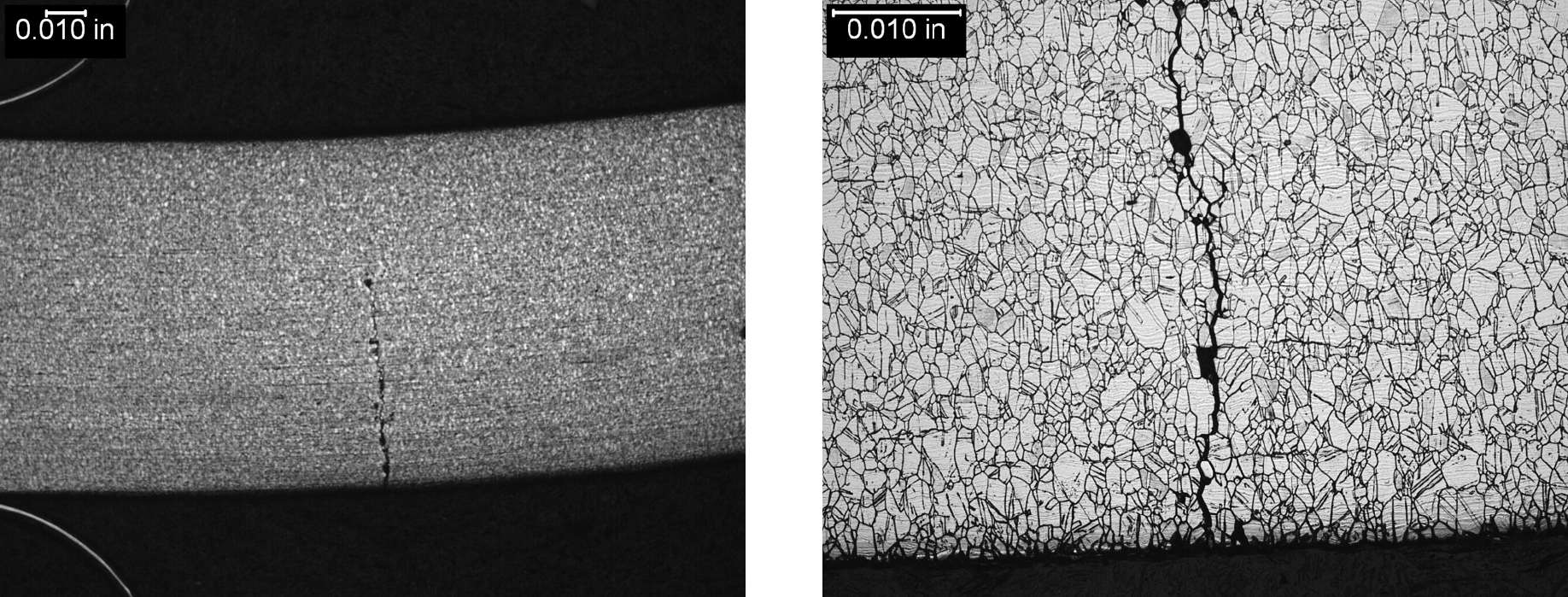
Intergranular stress corrosion cracks in a stainless steel reheater tube
Stress Corrosion Cracking
Introduction
Stress corrosion cracking is an environmentally-assisted form of damage that occurs when a susceptible tube material is exposed to a contaminant that concentrates in an area affected by tensile stresses in excess of a threshold value; typically well below the material’s yield strength. This damage mechanism is most frequently associated with austenitic stainless steel tubing, but it can also affect carbon and low alloy steels. Crack growth rates can be very rapid, depending on the specific conditions of interaction between the material and the environment, and propagation can be intergranular, transgranular, or a mixture of both. Stress corrosion cracking can be a particularly insidious form of damage, because once the first leak is discovered, a large number of tubes will typically have suffered some level of damage.
Description
Mechanism
Despite extensive research into how stress corrosion cracks initiate and grow, no consensus on the mechanism has been achieved. In fact, there is compelling evidence that stress corrosion cracks may initiate and grow by more than one mechanism, depending on the material involved, and the specific environmental factors that exist when the cracking occurs, including the type of contaminant, the concentration of the contaminant, the local temperature, and the level of stress. The common feature of all the proposed mechanisms is the required interaction between a specific contaminant and a location on the material subjected to a critical level of tensile stress. In the absence of either the contaminant or the stress, cracking will not develop.
Materials that form a robust passive films in air and are resistant to general corrosion, such as the austenitic stainless steels, tend to show a greater susceptibility to stress corrosion cracking. Cracking can be transgranular (through grain), intergranular (along grain boundaries), or mixed transgranular/intergranular. Intergranular stress corrosion cracking in sensitized austenitic stainless steels is typically caused by exposure to sulfates or sulfur-based contaminants. Transgranular stress corrosion cracking in stainless steels is most often caused by exposure to a chloride contaminant.
Typical Locations
Stress corrosion cracking can occur anywhere there is a source of tensile stress and the possibility for concentration of a contaminant. SCC can initiate on either the OD or ID surface of the tubing. In superheater and reheater tubing these two requirements most often are met at locations such as cold-formed bends, particularly the lower bends in assemblies where condensate can collect, welded attachments in straight tubing, butt welds, swages, etc. SCC failures have also been reported in evaporator tubes of HRSGs. For any of these locations, if the austenitic stainless tubing has been properly annealed, or if the ferritic tubing has received an appropriate stress relieving heat treatment, stress corrosion cracking typically will not occur because the tensile stress component of the damage mechanism is insufficient to initiate damage.
Features
- Stress corrosion cracking failures are typically thick-edged, brittle failures that may involve the blowout of “window” type pieces.
- The cracks can be circumferential or longitudinal and very often have significant branching particularly at the microscopic level.
Root Causes
Stress corrosion cracking will occur when a susceptible material is exposed to a specific contaminant and a critical level of tensile stress. The stress can be residual and/or applied. Residual stress are often related to welding or cold-forming, and applied stresses are associated with either normal or abnormal operation of the component. Since relatively high levels of tensile stress exist at many different boiler tube locations (e.g., as-welded tube butt joints) during normal boiler operation, an investigation into the cause of stress corrosion cracking often focuses on identifying and eliminating the responsible contaminant. For cracking that initiates on the steamside of the tubing, potential sources of contaminants include carryover of chemicals from a chemical cleaning operation, carryover of boiler water from the steam drum, introduction of contaminated attemperator spray, or ingress of fireside contaminants into a primary failure where a vacuum has been created by the failure. For cracking that initiates on the external surface of the tubing, obvious sources of contamination are the ash and flue gas, which may contain high levels of sulfur, chlorine, vanadium, etc.
Corrective Actions
When a failure due to stress corrosion cracking has occurred, immediate action must be taken to determine the extent of the damage since multiple susceptible locations will probably have been exposed to the contaminant and cracking may be widespread. Inspection for damage can be complicated by the fact that stress corrosion cracks are typically very tight and can be difficult to detect by all of the commonly used inspection methods. For any given incident of stress corrosion cracking, some experimentation may be necessary to determine what inspection technique, or combination of techniques, will be most effective in finding the damage. Potentially useful techniques include visual examination, radiography, ultrasonic testing, fluorescent dye-penetrant testing, wet fluorescent magnetic-particle testing, or eddy-current testing.
In addition to these standard inspection techniques, an enhanced hydro test may be effective in identifying advanced damage. For the enhanced hydro test, the test pressure is raised to some increment of the yield strength of the weakest material in the circuits and the pressure then is cycled multiple times during the test. Destructive analysis of samples removed from areas vulnerable to cracking also can be useful in determining the extent of damage.
Generally, the most effective remedy for stress corrosion cracking damage is to replace any sections of tubing that contain cracking. For reasons discussed above, the unit should not be returned to service until the source of the contamination is identified and any effect of the contamination on future operation minimized either through elimination of the contaminant’s source or a reduction in abnormal stress levels in the tubing.
SI Services for Stress Corrosion Cracking
- Mechanism verification through destructive metallurgical analysis
- Assistance with determination of the extent of damage through non-destructive inspection of all areas with potential for stress corrosion cracking, and review of relevant operating/temperature data and failure history
- Development of incident specific NDE/inspection tools
- Assistance with identification of the contaminant responsible for the stress corrosion cracking and its source; recommendations for mitigation of the influence of the contamination during future operation of the unit, and optimization of the unit’s cycle chemistry
- Assistance with repair/replacement actions
Additional information
| Boiler Type | |
|---|---|
| Fuel | |
| Boiler Region | |
| Metallurgy | |
| Failure |