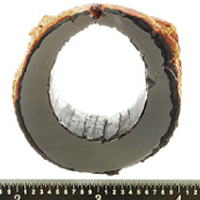
Split failed elbow with severe wall loss

Internal surface exhibiting shiny black orange peel appearance

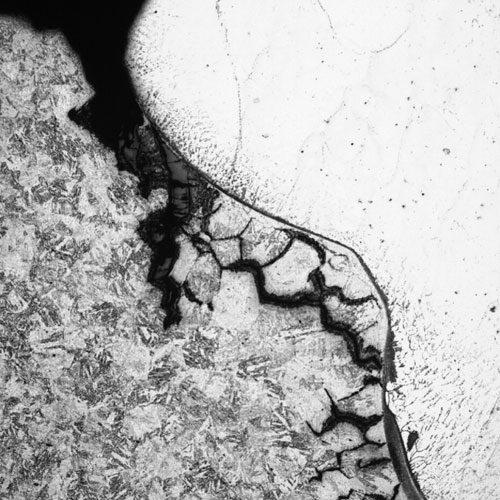
SEM image of scallops on ID surface
Flow Accelerated Corrosion
Introduction
The leading heat recovery steam generator (HRSG) tube failure (HTF) mechanism for more than the last 10 years has been flow-accelerated corrosion (FAC). FAC can also occur in economizer tubing in conventional units.
Description
Mechanism
FAC is a very complex mechanism which is directly controlled by the cycle chemistry applied to the combined cycle/HRSG, and located by turbulent flow conditions. All carbon steel HRSG components within the temperature range 100-250°C (212-482°F) are susceptible. Damage occurs when the normally protective oxide layer on carbon or low- alloy steel dissolves into a stream of flowing water (single phase) or a water-steam mixture (two-phase). The oxide layer becomes thinner and less protective, and the corrosion rate increases. Turbulent conditions will increase the removal of magnetite which can promote the loss of tube/header wall thickness. A thinned component will typically fail due to overstress from operating pressure, or abrupt changes in conditions such as water hammer, start-up loading, etc.
Typical Locations
- LP economizers/preheaters
- LP evaporators (tubes, headers, risers)
- IP tubes and risers
- Economizer inlet header tubes
Features
- Severe ID wall loss
- Orange peel appearance on ID surface
- Scallops on ID surface point in direction of flow
- Shiny thin magnetite layer on ID surface
Root Causes
There are a number of possible root causes of FAC. For single-phase FAC these relate to geometrical features which introduce turbulence into the local flow. For two-phase FAC a number of different root causes supplement this main one, such as steaming in economizers/preheaters, or thermodynamic inclusion of increasing amounts of steam as water is heated.
Corrective Actions
The first proactive approach to FAC must involve optimizing the cycle chemistry. SI uses a sequential three-pronged approach of: a) operating with an oxidizing chemistry, all volatile treatment – oxidizing [AVT(O)] or oxygenated treatment (OT), to control the single-phase component; b) operating with an elevated pH (up to 9.8) to control the two-phase component; and c) monitoring (analyzing the total iron concentration in the condensate, feedwater, and in each drum) to verify/confirm whether these approaches are successful. The last item involving monitoring the total iron in the feedwater (or at the boiler feed pumps), LP (and IP) drums is the main indicator of whether FAC is under control. Here, the SI “Rule of 2 and 5” (< 2 ppb total iron in the condensate/feedwater and < 5 ppb in each drum) provides the arbiter.
FAC in the LP or IP evaporator outlet tube sections and risers can often be visibly identified if access is available through the drum (belly plate) with fiber optics. Two-phase FAC in preheaters or economizers with 180 degree bends at the top of the unit can be monitored with UT on the plain bends; sometimes thermocouples attached at these locations will identify steaming.
FAC is often repaired by an in-kind replacement, but consideration should be given to changing the material to a chromium-containing alloy.
SI Services
- The key proactive approach is for SI to conduct a Level One Assessment for cycle chemistry and FAC, typically completed during a one day site visit. This can be combined with a parallel assessment for thermal transients.
- Plant chemistry optimization to ensure the three prongs of chemistry control are addressed. SI will develop an action plan for the plant to follow.
- NDE/inspection services to define the geography of damage using both Level 1 and 2 techniques.
- Mechanism identification/confirmation through comprehensive metallurgical analysis if a failure situation has occurred.
- Conduct inspections of units and utilize the Dooley/Howell ACC Corrosion Index (DHACI) to document the conditions. Conduct inspections and optimize the cycle chemistry using the Dooley/Aspden relationship between pH and corrosion.
- Evaluation of possible root causes of FAC on the particular HRSG (thermocouples, cycle chemistry, flow modeling)
- Provide advice and guidance on repair aspects.
Additional information
| Boiler Type | |
|---|---|
| Fuel | |
| Boiler Region | |
| Metallurgy | |
| Failure |