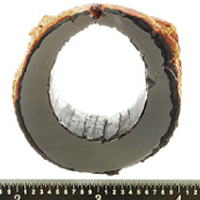
smallLongTermOverheatingCap
Ring-section through rupture showing swelling and thick OD and ID oxide

smallLongTermOverheatingCapture3
Cross-section through rupture showing severe creep damage

smallLongTermOverheatingCapture1
Thick-edged longitudinal rupture in tube section
Long Term Overheating (Creep)
Introduction
Long-Term Overheating/Creep (LTOC) in Steam-Cooled Boiler Tubes
Long-term overheating and creep damage are often the damage mechanism associated with the normal or expected end of life of steam-touched tubes, which generally occurs after 100,000 hours or more of service life at elevated temperatures and pressures. Long-term overheating and creep can also occur when the rate or accumulation of creep damage is moderately higher than anticipated by original design. There are a number of possible reasons for this, but in general the problem can be attributed to one of the following: a non-conservative original design; higher-than-anticipated heat absorption; lower-than-anticipated steam flow; or wall loss caused by external wastage.
Description
Mechanism
The mechanism of failure for LTOC is simply the accelerated accumulation of creep damage in the component over a span of time that is well short of the anticipated design life, but sufficiently long that diffusional creep is the dominant damage mode. Associated with this is operation of the tube above the oxidation limit for the material involved, which reduces the wall thickness; these regions, which often are located at the 10 o’clock and 2 o’clock positions around the circumference of the tube (with the side of the tube facing the gas flow being 12 o’clock) are the predominant locations of failure. As such, the creep damage will be concentrated at the grain boundaries in the form of cavities, microfissures, and ultimately macrocracking, with the total ductility at failure being relatively low (i.e., there will be limited swelling prior to rupture of the tube).
Typical Locations
- Tubes with higher operating temperatures
- Lower alloys at material transitions
- Thinner tubes at thickness transitions
- Leading tubes
- Outlet tubes leading into outlet headers
Features
- Thick-edged longitudinal rupture
- Swelling of tube diameter
- Elephant hide appearance on external surface
- Creep voids and microcracks in microstructure
- Thick internal oxide layer
- Wastage flats at 10:00 and 2:00 locations
Root Causes
The reasons for the acceleration of the accumulation of creep damage in tubing can include poor design, material deficiencies, higher-than-expected heat absorption, reductions in normal steam flow through the tubing, and accelerated wall loss caused by the tube operating above its oxidation limit. With regard to poor design, this usually is related to the selection of an insufficiently strong or oxidation-resistant material for the specific location of intended operation and may involve failure to consider steamside oxidation effects, gas temperature imbalances across an assembly, radiant heat effects on lead tubes or on tubes in vestibules or openings, etc., or may be due to attempts to “stretch” material usage to the limits of an alloy’s capabilities. With regard to material deficiencies, this can be related to heats of material that are inherently creep weak or to material whose creep strength has been compromised by improper heat treatment. Excessive heat absorption in a tube can be related to over-firing of the unit or the improper staging of combustion to higher elevations. In addition, tubes can pick up temperature due to excessive slagging of the furnace walls, gas laning, or tube misalignment. In almost all cases increases in tube metal temperature related to reductions in steam flow are due to the presence of scale, debris, or chemical cleaning residue in the steam path. Local increases in stress due to the effects of external wastage can be caused by erosion or any of the high temperature corrosion processes.
Corrective Actions
Ultrasonic inspection techniques are useful for wall thickness readings and measurement of internal oxide thickness. It may be possible to measure swelling using either calipers, a pi tape, or a go/no-go gauge constructed specifically for the tubing in question. In determining which tubes should be replaced, a careful evaluation of the specific circumstances of the failure is essential so that the appropriate limits on wall thickness reduction, internal oxide thickness, or swelling are identified as the basis for replacement. In addition to any replacements, it is essential that a remaining life assessment of the assemblies in question be made so that future corrective actions can be anticipated and the appropriate planning for those actions can be completed.
SI Services
- Mechanism verification through destructive metallurgical analysis
- Assistance with determination of extent of damage through review of relevant operating/temperature data and failure history
- Compilation of the geography of failure from failure data, oxide scale measurements and initial assessment using the gas-touched length analysis
- Non-destructive inspection of tubing to determine remaining wall thickness, steamside oxide thickness, diameter, etc.
- Remaining life assessment of tubing in the superheater or reheater section in question
- Assistance with repair/replacement actions



