
Tube-with-a-series-of-circu
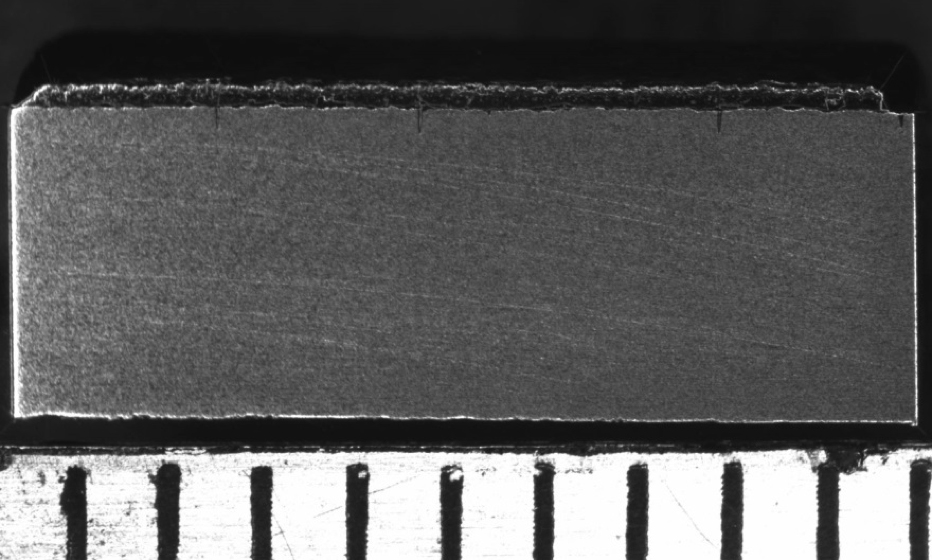
Cross-section through the cracks, which are shallow
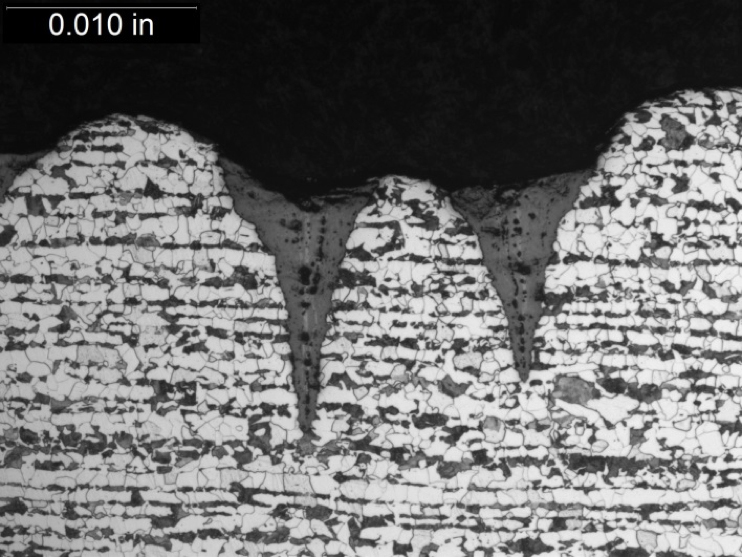
Cross-sectional views of the cracking in the etched (left) and unetched (right) conditions LEFT
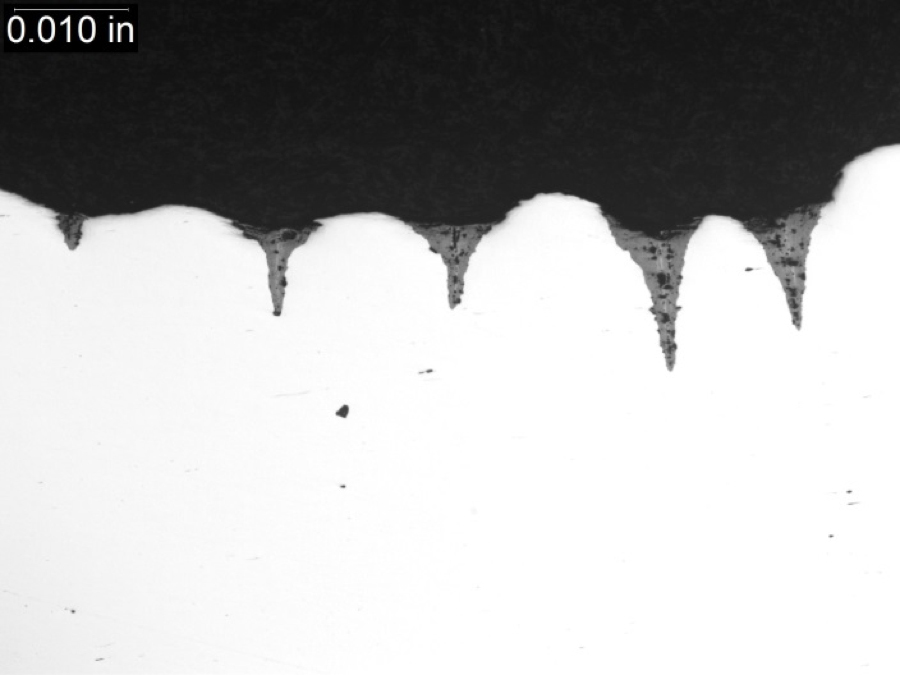
Cross-sectional views of the cracking in the etched (left) and unetched (right) conditions RIGHT
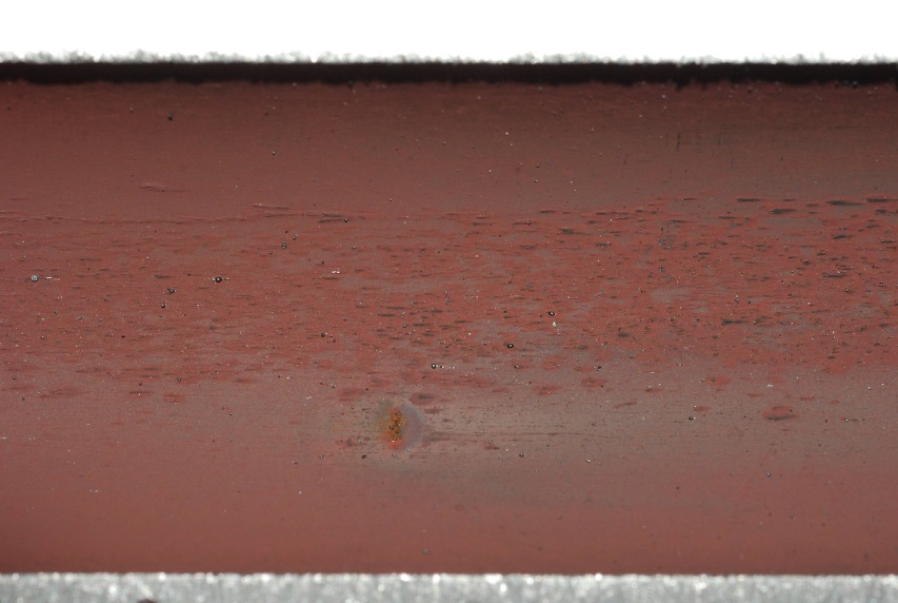
ID surface of tube with circumferential cracks showing deposit buildup
The external surface of the tube after the external deposits were removed

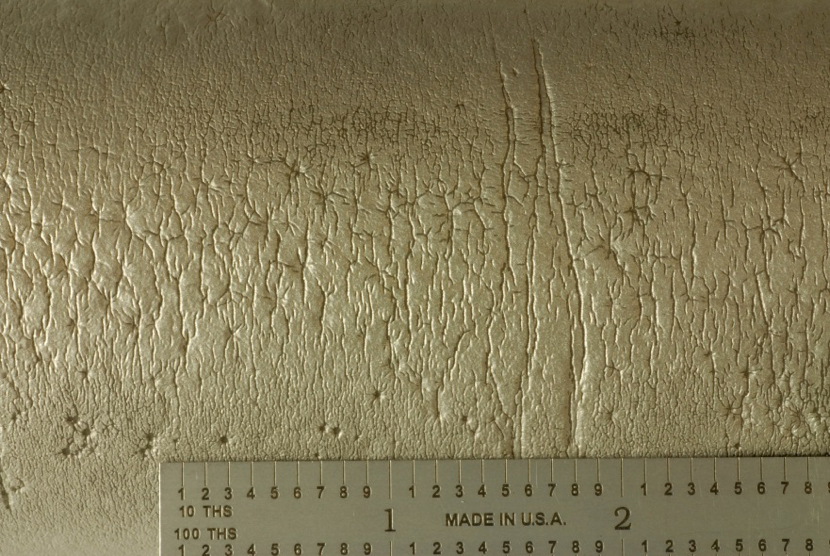
Tube with cleaned OD surface showing numerous circumferential cracks
Circumferential Cracking
Introduction
This damage most commonly appears as circumferentially oriented cracking in the waterwalls of coal-fired supercritical units. Initially, the formation of ripple magnetite was a significant factor in the formation of this damage. However, the introduction of oxygenated treatment controlled the formation of ripple magnetite and this damage mechanism was greatly reduced. In the early 2000s, this type of thermal fatigue began to occur more frequently again due to the introduction of low NOx burners and separated overfire air systems, and in new supercritical units without severe fireside corrosion or weld overlays.
Description
Mechanism
Three basic factors contribute to this type of thermal fatigue damage. The first factor is the starting tube temperature (i.e. the temperature under normal operating conditions). The higher the starting temperature, the greater the accumulation of damage in the affected tubing. For example, tubes that are subjected to higher heat flux or tubes that have thick weld overlays will have higher average metal temperatures and will accumulate damage more quickly. The second factor is the extent of gradually increasing tube temperature caused by reasons such as internal deposit buildup, flame impingement, or unstable flow. The third factor is the contribution of thermal transients due to slag shedding or the use of sootblowers or water cannons. Essentially, the thermal fatigue cracking results from the combination of increasing tube metal temperature and thermal transients and is aggravated by high starting tube temperatures.
Typical Locations
- Tubes with slag buildup and shedding
- Areas affected by wall blow quenching
- High heat flux locations
- Areas affected by flame impingement
- Cracking can be localized or widespread
- Tends to be contained within a relatively narrow range of elevations
Features
- Circumferentially oriented, multiple, parallel cracks along the hot side of the tubes.
- Notch shaped, oxide filled cracks in cross-section.
- Adjacent tubes can exhibit variability in crack density.
Root Causes
- High Initial Waterwall Tube Temperatures
- Thick weld overlays
- Higher heat flux
- Flame impingement
- Increasing Waterwall Tube Temperatures
- Internal deposits including ripple magnetite, thick oxide layers, or feedwater corrosion products
- Reduced internal flow rate
- Formation of external oxides and deposits
- Severe Thermal Transients
- Natural or forced slag removal, including slag shedding and sootblowing
- Use of water cannons or improper sootblowing
- Flame instabilities
- Unit operation, including forced fan cooling, rapid startups, frequent load cycing
Corrective Actions
Initially the extent of the damage should be determined. Visual examination can be used to locate tubes with cracking, but external deposits should be removed to ensure all damage is identified. Liquid penetrant, magnetic particle, and eddy current can all detect cracks on the external surface of tubes after external deposit removal. Linear phased array can be used to size cracks.
Replacing tubes with severe cracking is a short-term solution to this problem; however, the root cause of the cracking has to be identified to prevent further failures. While the root causes identified above each have specific corrective actions, overall measures to address this type of cracking may include the following:
- Establishing operational corrective actions such as modified startup/shutdown practices, adjusted fuel/air management, and optimized sootblowing.
- Enhancing the heat absorption/circulation characteristics with combustion tuning or modifications, changes to circuit design, or changes to operating characteristics.
SI Services
- Mechanism verification through destructive metallurgical analysis
- Determination of the root cause of cracking as a basis for identifying the appropriate corrective action
- Non-destructive inspection of tubing to identify cracking
- Assistance with repair/replacement action



