OD wall loss is most severe at the 10-00 and 2-00 positions due to coal ash corrosion
SH-RH Fireside Corrosion – Coal
Introduction
Superheater/reheater fireside corrosion is also known as coal ash corrosion in coal fired units.
Description
Mechanism
Coal ash corrosion generally occurs as the result of the formation of low melting point, liquid phase, alkali-iron trisulfates. During coal combustion, minerals in the coal are exposed to high temperatures, causing release of volatile alkali compounds and sulfur oxides. Coal-ash corrosion occurs when flyash deposits on metal surfaces in the temperature range of 1025 to 1200°F. With time, the volatile alkali compounds and sulfur compounds condense on the flyash and react with it to form complex alkali sulfates such as K3Fe(SO4)3 and Na3Fe(SO4)3 at the metal/deposit interface, which are low melting point compounds. The molten slag fluxes the protective iron oxide covering the tube, exposing the metal beneath to accelerated oxidation.
Typical Locations
Fireside corrosion will generally be most severe in the highest temperature locations of the SH and RH components. These areas include:
- Leading sides of all tubes in pendant platens; bottom bends of platens
- Out of alignment tubes
- Outlet/final tubes towards the header
- Just prior to a material change, e.g., T22 tubing just before austenitic tubing
- Wrapper tubes
- Tubes that surround a radiant cavity
- Tubes with a longer gas-touched length
Features
- Tube wastage very often occurs as flat regions at the 10:00 and 2:00 positions, but can also occur at the 12:00 position.
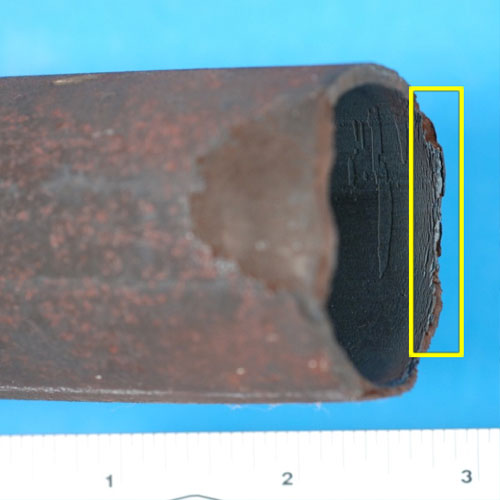
- The presence of a three-layered deposit that is well adhered to the tube at ambient temperatures. The layers include a hard, brittle, and porous outer layer; a white intermediate layer containing compounds of complex alkali sulfates; and a black glossy inner layer consisting of oxides, sulfates, and iron sulfides.
- The ratio of maximum wall loss to steam side oxide scale thickness will be greater than five.
- Stainless steels often show sulfidation and/or carburization.
Root Causes
There are three general groups of root causes, which include overheating of the tubes, fuel factors, and combustion factors. Overheating can be related to poor initial choice of tube material for the operating conditions, the presence of extra gas touch length, steam side oxide growth/buildup that forms during operation and insulates the tube metal from the cooling effects of the steam, high temperature laning, tube misalignment, change of fuel, and rapid startups causing the reheater to reach temperature before full flow is established. Fuel issues are generally related to the use of fuel with corrosive ash, which is often high in sulfur, sodium, potassium, and/or chlorine. Combustion factors include the use of low NOx systems, the presence of excess unburnt or partially burnt particles leading to an increase in carburization, and the use of oil on startup, which can also lead to carburization.
Corrective Actions
A thorough visual and/or tactile examination can identify areas with significant fireside corrosion damage. However, where only minor attack has occurred the damage may go undetected. The amount of damage can be quantified with ultrasonic thickness testing. This data is valuable in determining not only the remaining wall thickness but also for establishing corrosion rates and setting reinspection intervals or scheduling replacements.
A metallurgical assessment should be performed to ensure the damage mechanism is fireside corrosion. Fireside corrosion can be superficially similar to long-term overheating. The primary indicator that fireside corrosion is occurring is the presence of low melting point ash compounds in the deposits.
Because it may not be possible to remove the root cause, understanding how to minimize the wastage rate and the use of remaining life assessments are key to economically handling fireside corrosion. Remaining life assessments should include periodic inspection and monitoring of problem areas. There are a number of steps that can be used to mitigate the wastage rate. These include the use of shields and weld overlays; using more corrosion resistant tube materials, either monolithic or co-extruded; changing fuels or fuel handling; reducing coal particle size; limiting tube metal and/or steam temperatures; redistributing of steam flow; removing steam side oxide through chemical cleaning; fixing misaligned tubes; ensure proper sootblowing; minimizing laning of gases; and modifying combustion. Some of these corrective action steps are quite significant and should only be implemented after a root cause has been identified and a thorough analysis of how they will affect the overall system is well understood.
SI Services
- Plant operational reviews and benchmarking of damage severity. Reviews not directed toward specific concerns such as fireside corrosion can identify attributes which need improvement to avoid susceptibility to fireside corrosion and other forms of damage.
- Laboratory analysis of damaged tubing to assess condition and determine responsible damage mechanism.
- Evaluation of possible root causes of damage to determine the effective causes(s) requiring action by plant staff to prevent continued damage and failures.
- Assess plant practices with respect to a series of repeat situations which, if not corrected, are known to substantially increase the risk of fireside corrosion damage.
- In situ assessments to identify damaged tubing.