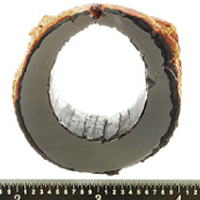
Exfoliated oxide in a finishing superheater tube

Thin lipped, fish mouth rupture in a stainless steel superheater tube

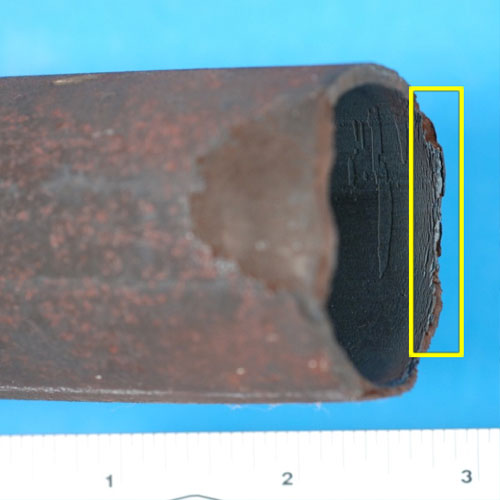
A thin lipped, fish mouth rupture in a T91 final superheater tube
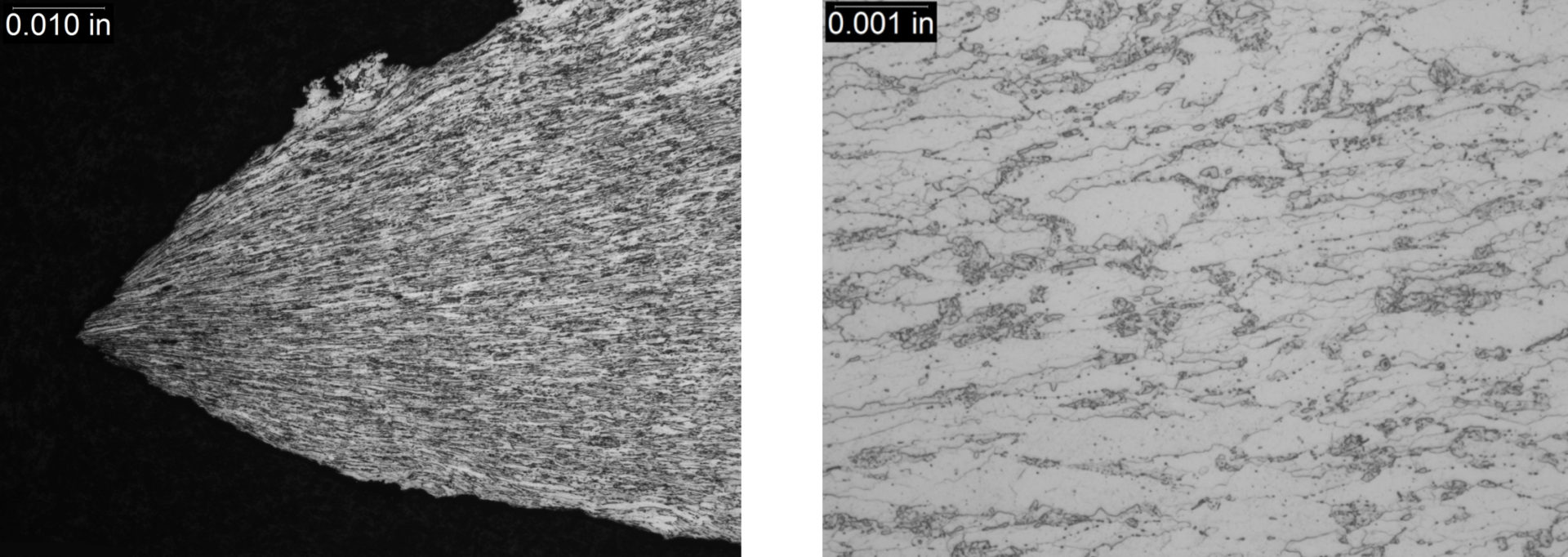
Cross-section from the T91 tube rupture, showing significant grain elongation and microstructural degradation (right image)

Debris including weld splatter and pieces of metal collected from the bend of a final superheater inlet tube

Thin lipped, fish mouth rupture in a stainless steel superheater tube MAIN
Short Term Overheating SH-RH
Introduction
Failure of a superheater or reheater tube due to short-term overheating occurs when the flow of steam that cools the tube is partially or completely interrupted, usually due to some type of blockage in the circuit. The interruption of flow leads to a rapid increase in the metal temperature downstream of the blockage, which results in an abrupt decrease in the tube material’s strength. If the tube is at or near operating pressure, it will begin to swell and the swelling will continue until the tube ruptures. During the overheating event microstructural changes may occur in the material that make it possible to estimate the maximum temperature reached immediately prior to the rupture.
Description
Mechanism
The mechanism of failure for short-term overheating involves a relatively rapid increase in metal temperature due to the partial or complete interruption of flow through the tube of the cooling fluid. In response to the temperature increase, the strength of the material drops and under the influence of the internal pressure the tube begins to swell. Depending on the maximum temperature reached during the overheating incident, failure can occur in a matter of minutes and will appear as a fish-mouth type rupture oriented parallel to the axis of the tube. Typically the material ductility will increase with the temperature, so that the final rupture will be thin-lipped with substantial swelling evident in the overheated area. However where the maximum temperature of exposure exceeds the upper transformation temperature some heats of material will experience a drop in ductility, in which case the rupture edges may show only a moderate degree of thinning and swelling may be more limited. In such cases, the metallurgical examination of the failure will confirm the fact that the temperature had exceeded the upper critical transformation temperature immediately prior to the failure. Depending on the nature of the blockage, the period of intense overheating that triggers the short-term overheating failure can be preceded by a longer period of moderate overheating in which partial blockage of steam flow causes an intermediate rise in metal temperature leading to damage that is more typical of a long-term overheating condition.
Typical Locations
Because the blockage that causes short-term overheating failures often occurs in the lower bends in superheater or reheater circuits, a common failure location is near (just downstream from) these lower bends. However, the design of the circuits, particularly the distribution of materials and wall thicknesses through the circuit, can cause failure to occur at a location on the outlet leg remote from the blockage, for example, near to a material change in the lower creep strength material.
Features
- Tube swelling
- Fish-mouth type rupture
- Thin lipped rupture
Root Causes
The blockage that instigates short-term overheating failures can have several sources.
- Oxide that has exfoliated from austenitic stainless tubing during shut-down of the unit (often a rapid shutdown). The size and thickness of the exfoliated flakes, the size of the tubing, and the radius of the tube bend all will influence the likelihood of blockage developing when this occurs.
- Scale or debris left at the bottom of bends following an improperly completed chemical cleaning either of the superheater or reheater, or of the furnace walls.
- Materials inadvertently left in tubes during maintenance. These materials may include grinding rocks, weld rods, weld spatter, machine turnings, etc.
- Excessive push-through of small diameter tubing weld can contribute to a short-term overheating by severely restricting the area of flow through a tube.
- Condensate that has collected at the bottom of bends during an outage, particularly during a rapid start-up of a boiler.
Corrective Actions
When a short-term overheating failure has occurred, a preliminary determination of the cause of the blockage can be helpful in identifying the appropriate scope of inspection. For example, if the cause of blockage is exfoliated scale, then it may be necessary to inspect all assemblies for evidence of blockage and tube swelling. To detect blockage directly, both radiography and enhanced electromagnetic techniques have been successful, as has magnetic attraction in austenitic stainless tubing. Indirect detection of blockage can be obtained by diameter measurements of tubing downstream of bends to detect swelling. If the cause of blockage is debris remaining after a chemical cleaning, another technique that has been used successfully is the circulation of warm water through tubes followed by a simple hand check to verify that tubing downstream of a bend has warmed with the water.
It is essential that the mechanism causing the damage be confirmed and the appropriate corrective action taken prior to the unit’s return to service to avoid repeat failures. The first and most obvious step is to ensure that all blocked tubes are identified and the blockages removed. As a follow on to removal of blockage, the tubing downstream of the blockage should be checked for evidence of swelling, and where the swelling exceeds some agreed-upon level (e.g., 2% for SH tubing and 4% for RH tubing) the tubing should be replaced. If it is suspected that the blockage has been caused by scale exfoliated from austenitic stainless tubes, then samples of that tubing should be examined to determine the type and condition of the oxide present on the steamside surfaces.
SI Services
- Mechanism verification through destructive metallurgical analysis
- Assistance with determination of extent of damage through review of relevant operating/temperature data and failure history; inspection of lower bends and other suspect areas to identify blockage; where appropriate, analysis of blockage material to determine source.
- If blockage is caused by exfoliated scale, recommendations for long-term actions to monitor and prevent the excessive build-up of steamside oxide. SI can provide a full assessment of the internal oxides as a function of the materials in the SH/RH. Where internal chromizing or shot peening of internal surfaces are selected as preventative measures, monitoring of the vendors of these processes to insure proper implementation of the remedy.
- Assistance with repair/replacement actions